CASOS DE ÉXITO
Aplicaciones y Casos de Éxito
Soluciones de recubrimiento láser para las industrias más exigentes de Argentina y la región.
Petróleo y Gas
Recuperación y refuerzo de componentes críticos para la industria petrolera
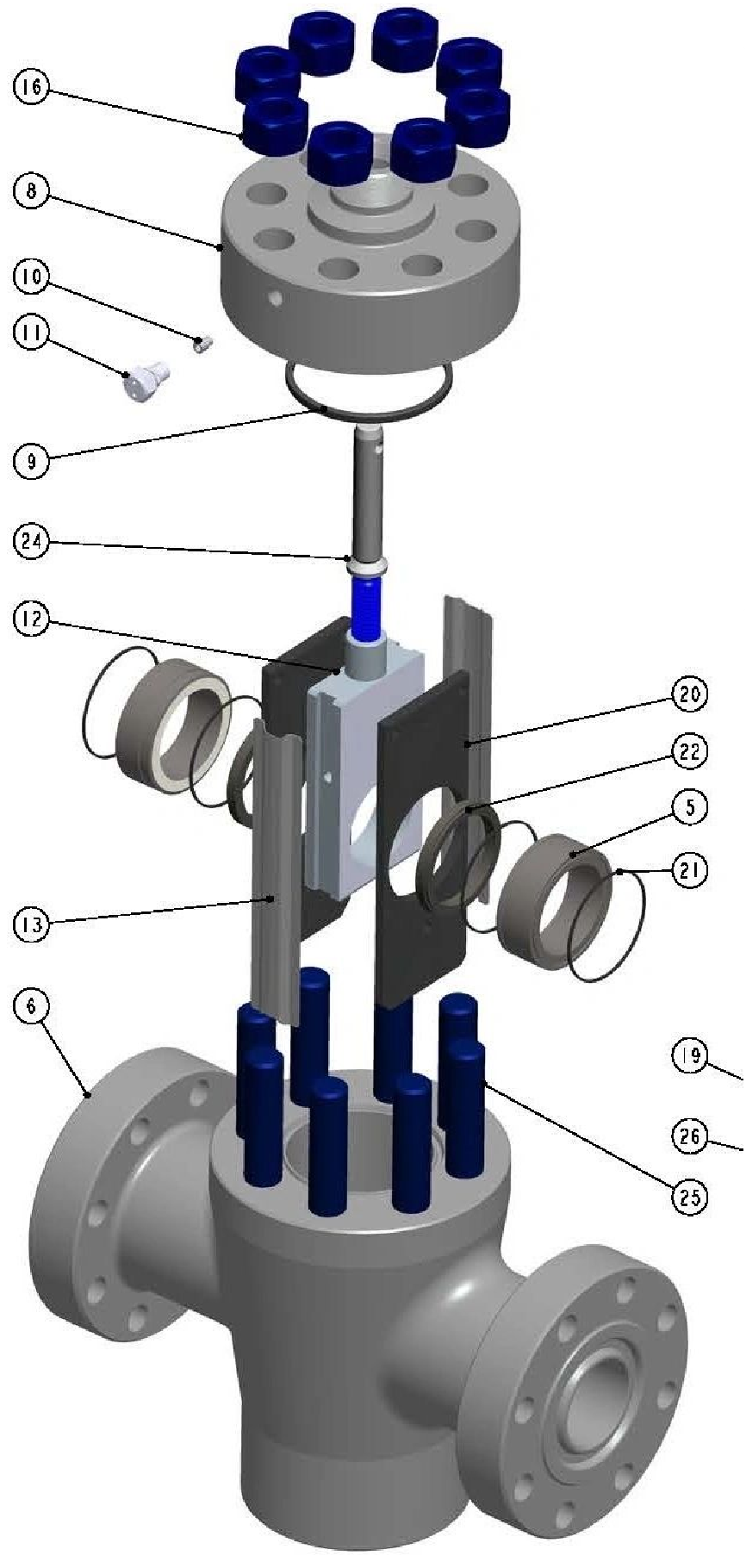
Válvula Compuerta (Gate Valve)
3 sub-casos
▼
Descripción General
- Recuperación de superficies de sellado en válvulas compuerta API 6A
- Tratamiento de compuerta, asiento y vástago mediante cladding láser
- Dureza superficial ≥ HRC 58 con acabado espejo disponible
- Planicidad < 1 micra para sellado de alta presión
Sub-casos detallados
▶ Video
Gate Valve · Compuerta
Recuperación de Compuerta (Slab)
Recuperación de compuertas dañadas mediante cladding láser con material de alta dureza.
Dureza alcanzable ≥ HRC 58. Posibilidad de mecanizado a espejo con planitud < 1 µm.
HRC ≥ 58
API 6A
Planitud < 1µm
 ▶ Video
▶ Video
Gate Valve · Asiento
Recuperación de Asiento de Válvula
Restauración del asiento con tratamiento de dureza ajustable HRC 40–60 según especificación.
Sellado hermético, tolerancias de planitud < 1 µm.
HRC 40–60
Anti-desgaste
▶ Video
Gate Valve · Vástago
Recuperación de Vástago (Stem)
Reemplazo de la superficie desgastada del vástago por corrosión o erosión mecánica.
Dureza HRC 30–50 con alta adherencia. Mecanizado de precisión posterior incluido.
HRC 30–50
Anti-corrosión
Émbolo de Bomba de Émbolo (Plunger Pump)
1 caso
▼
▶ Video
Plunger Pump · Émbolo
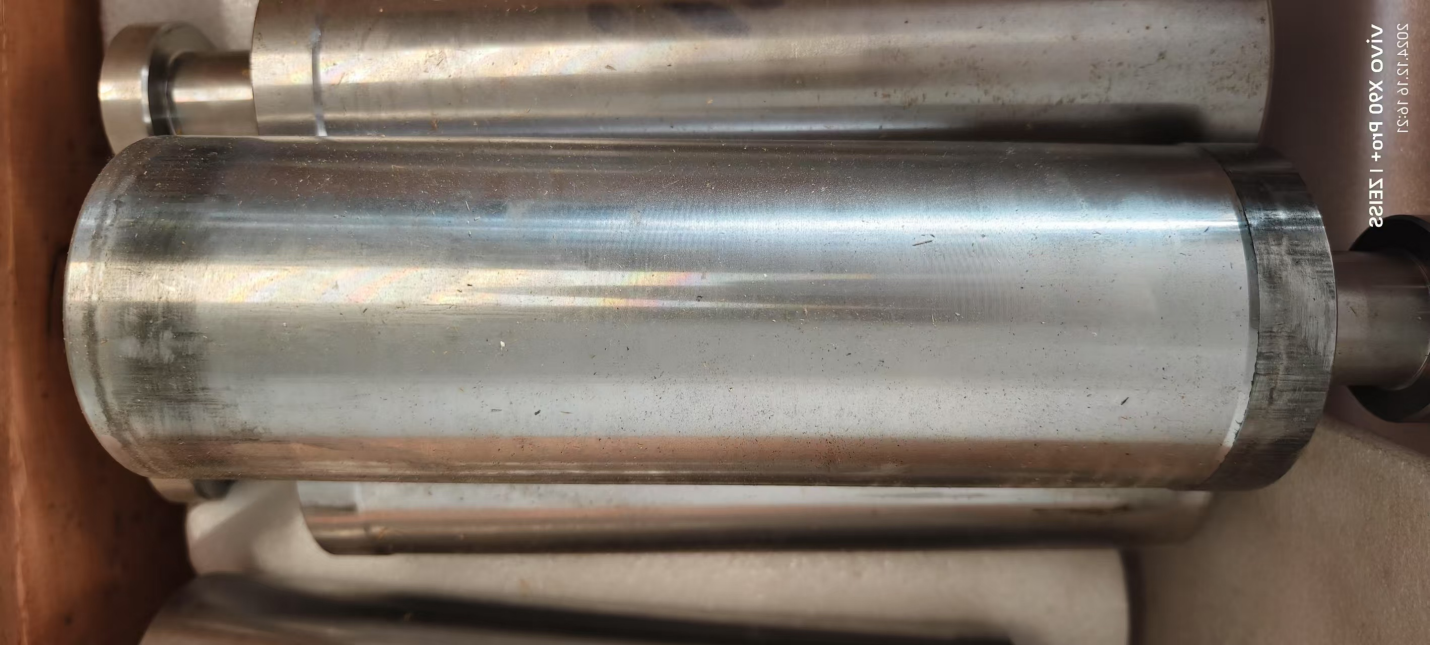
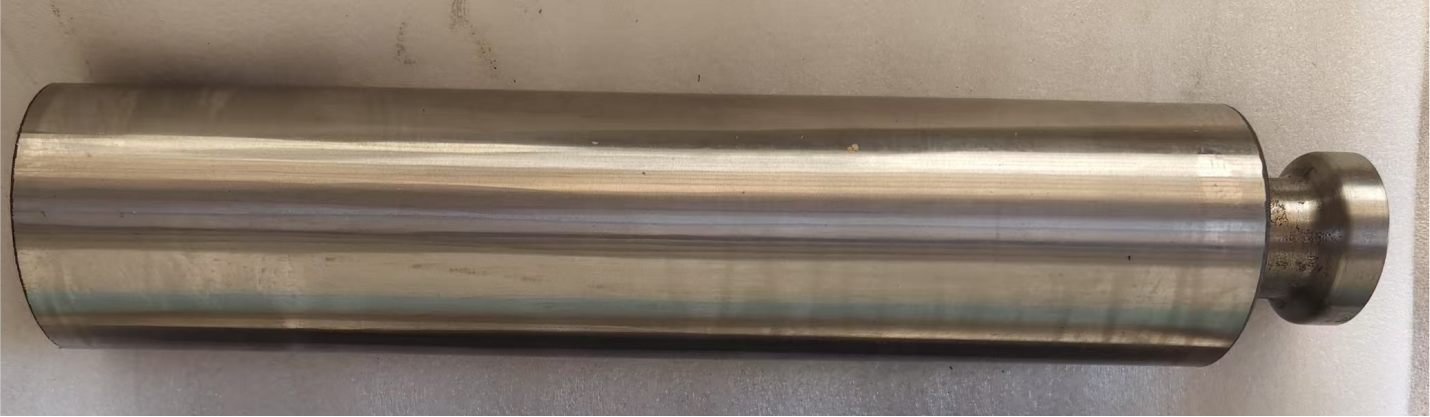
Recuperación de Émbolo de Bomba
Recubrimiento anti-desgaste y anti-corrosión sobre émbolos de bombas de alta presión.
Dureza HRC 58–60. La metalurgia controlada del recubrimiento supera en vida útil a los
recubrimientos electrochapeados convencionales.
HRC 58–60
Alta presión
Vida útil extendida
Galería de Proceso
Antes y Después
Comparativa del estado superficial del émbolo antes del cladding y tras el mecanizado final de precisión.
Válvula de Tapón (Plug Valve / Rotor Cock)
4 sub-casos
▼
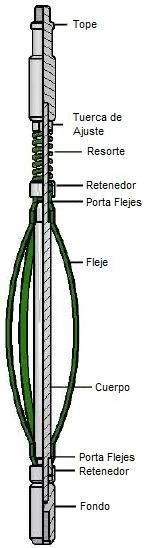
Descripción General
- Recuperación de componentes de válvulas de tapón sometidos a desgaste severo y corrosión
- Cladding láser sobre tapa, cuerpo, cojinete y émbolo
- Dureza ajustable HRC 30–58 según posición funcional
- Excelente adherencia metalúrgica; zona de dilución mínima

Sub-casos detallados
▶ Video
Plug Valve · Tapa (Bonnet)
Recuperación de Tapa de Válvula
Restauración de superficies de sellado en tapas afectadas por desgaste y/o corrosión.
Dureza HRC 30–50. Alta adherencia metalúrgica.
HRC 30–50
Anti-corrosión


Plug Valve · Cuerpo (Body)
Recuperación del Cuerpo de Válvula
Tratamiento de superficies internas del cuerpo afectadas por desgaste erosivo/corrosivo.
Zona afectada por calor muy reducida versus soldadura convencional.
Baja dilución
Sin deformación
 ▶ Video
▶ Video
Plug Valve · Cojinete (Bushing)
Recuperación de Cojinete de Válvula
Restauración del asiento del cojinete con tratamiento simultáneo de dureza y acabado
superficial. Superficie libre de poros.
Sin poros
Alta adherencia
 ▶ Video
▶ Video
Plug Valve · Émbolo (Plug)
Recuperación del Émbolo
Recubrimiento de alta dureza (HRC ≥ 58) sobre el émbolo. Resistencia al desgaste
muy superior a la superficie original.
HRC ≥ 58
Anti-desgaste
Centralizador (Centralizer)
1 caso
▼
Perforación · Centralizador
Refuerzo de Centralizador de Perforación
Recubrimiento de superficies de desgaste en centralizadores para extender la vida útil
en operaciones de perforación direccional. Espesor de capa controlado < 1 mm, sin
impacto en tolerancias funcionales.
Espesor < 1mm
Perforación direccional


Galería
Proceso de Recubrimiento
Detalle del proceso de cladding láser sobre centralizadores de diferentes configuraciones.
Broca de Perforación (Drill Bit)
1 caso
▼
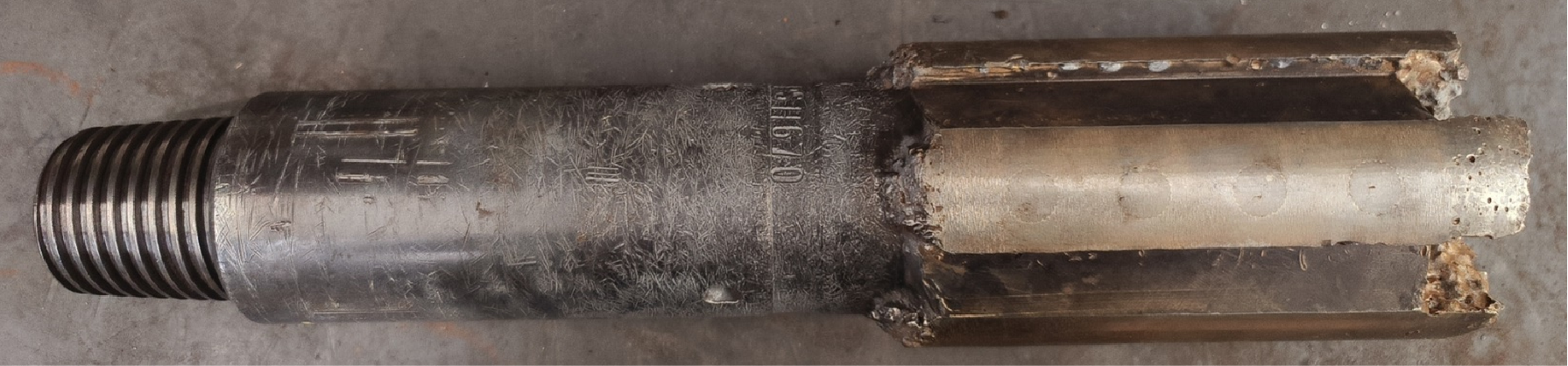
Perforación · Broca
Recuperación y Refuerzo de Brocas
Restauración de las zonas de desgaste más críticas en brocas PDC y de rodillos.
Extensión significativa de la vida útil, reducción de costos operativos por reemplazo.
Zonas de desgaste
Vida útil extendida


Galería de Proceso
Detalles del Tratamiento
Proceso de cladding láser en zonas de desgaste de brocas con aleaciones especiales de alta dureza.

Resultado Final
Broca Recuperada
Superficie final lista para mecanizado de precisión y reutilización en operaciones de perforación.
Industria Metalúrgica
Recuperación de rodillos, ejes y componentes de laminación
Superficie de Rodillo Laminador
1 caso
▼
▶ Video
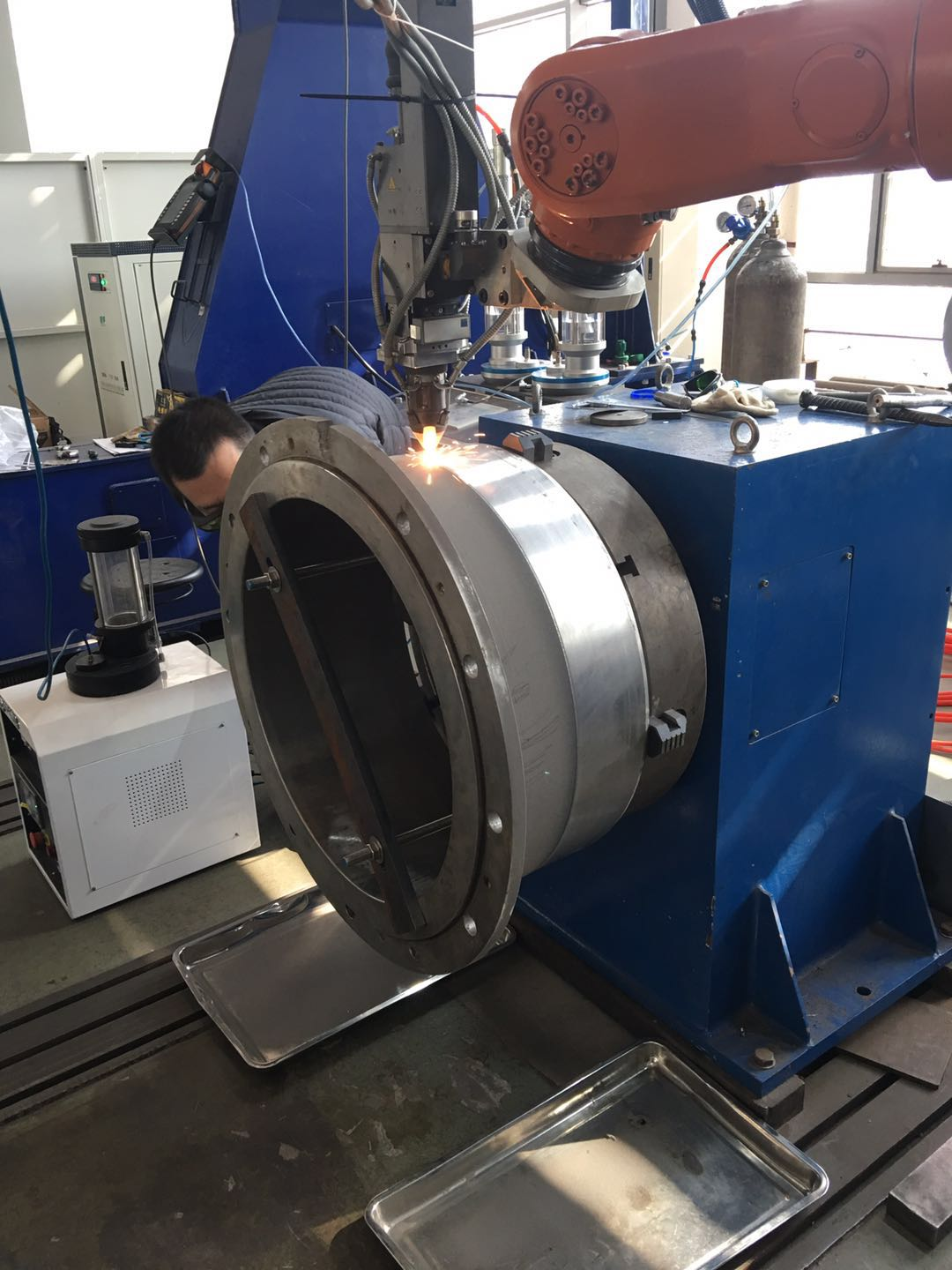
Laminación · Rodillo
Recuperación de Superficie de Rodillo
Restauración de la superficie desgastada del rodillo de laminación con material de alta
dureza. La metalurgia del recubrimiento garantiza uniformidad dimensional y mejora la vida
útil vs. torneado convencional.
Alta dureza
Uniformidad dimensional
Sin rechupe

Galería
Estado de la Superficie Recuperada
Rodillo post-cladding y mecanizado. Superficie lista para retornar a línea de producción.
Cabeza de Eje (Axle Journal)
1 caso
▼
▶ Video
Metalurgia · Eje
Recuperación de Cabeza de Eje
Recuperación de zonas de desgaste en cuellos de eje (muñón). La localización precisa del
láser evita la distorsión del eje completo. Recubrimiento de alta adherencia con acabado
mecanizable.
Sin distorsión
Zona de calor mínima

Resultado
Eje Recuperado
Muñón de eje con recubrimiento terminado y dimensiones restauradas a especificación original.
Transporte
Recuperación y refuerzo de componentes de transporte — marítimo, ferroviario y vial
Casquillo / Buje Naval (Marine Bushing)
1 caso
▼

Naval · Casquillo / Buje
Recuperación de Casquillo Naval
Restauración de casquillos afectados por corrosión marina + desgaste combinado.
La metalurgia del cladding láser permite diseñar una superficie con mayor resistencia
a la corrosión que la pieza original, reduciendo la frecuencia de mantenimiento.
Corrosión marina
Alta adherencia
Vida útil extendida
Barra Amortiguadora / Varilla Guía de Tren (Damper Rod)
1 caso
▼


Ferroviario · Barra Amortiguadora
Recuperación de Varilla Guía Amortiguadora
Reparación localizada de la zona de desgaste en la varilla guía amortiguadora de bogie ferroviario.
Se emplean materiales iguales o de composición similar al sustrato para recuperar geometría y rendimiento.
La reparación permite restituir completamente las dimensiones y propiedades funcionales de la pieza.
Reparación local
Geometría restaurada
Material compatible
▶ Video
Proceso en Video — CRRC
Proceso de Cladding sobre Varilla Guía
Video del proceso de recuperación de varilla guía amortiguadora para trenes CRRC.
Cladding láser de alta precisión sobre la zona de contacto/desgaste.


Galería del Proceso
Detalles del Tratamiento
Detalles del recubrimiento superficial y acabado final de la varilla guía amortiguadora ferroviaria.
Industria Papelera
Recuperación de ejes y componentes de maquinaria papelera
Eje Helicoidal de Maquinaria Papelera
1 caso + Video
▼

Papelera · Eje Helicoidal
Recuperación de Eje Helicoidal
Restauración de los dientes helicoidales y la superficie del eje mediante cladding láser localizado.
Evita el costoso reemplazo del componente completo. Mejora la resistencia al desgaste y a la corrosión,
extendiendo significativamente la vida útil.
Reparación localizada
Anti-desgaste
Anti-corrosión

Resultado Final
Eje Recuperado — Listo para Servicio
Eje helicoidal con recubrimiento terminado y dimensiones restauradas, listo para retornar a la línea de producción.
▶ Video
Papelera · Proceso en Video
Proceso de Cladding Láser — Eje Papelero
Video del proceso de recubrimiento por cladding láser sobre el eje helicoidal de maquinaria papelera. Deposición precisa, mínima zona afectada por calor.
Deposición precisa
BAV controlado
Maquinaria Agrícola
Recuperación y refuerzo de herramientas de corte agrícolas
Cuchilla de Cosechadora de Caña de Azúcar
1 caso — Informe de prueba
▼
Descripción del Caso
- Cuchilla de corte de cosechadora de caña de azúcar — filo sometido a desgaste severo
- Recuperación y refuerzo mediante aleación de alta dureza: ≥ HRC 55
- Vida útil aumentada más del doble respecto a la cuchilla original
- Solución probada en condiciones reales de campo


Resultados del Proceso
▶ Video
Agrícola · Proceso en Video
Proceso de Refuerzo de Filo
Video del proceso de recuperación y refuerzo del filo de corte mediante cladding láser con
aleación de alta dureza. Deposición precisa sobre la zona de desgaste.
HRC ≥ 55
Zona de filo


Resultado — Antes y Después
Cuchilla Recuperada
Filo de corte con cladding láser de alta dureza aplicado. Superficie uniforme lista para uso en campo.

Informe de Prueba
Resultado Final — Vida Útil Duplicada
Resultado confirmado en prueba de campo: la cuchilla recuperada con cladding láser
supera en más del doble la vida útil respecto a la cuchilla original sin tratamiento.
Vida útil > 2×
Probado en campo
Maquinaria Minera
Recuperación de dientes de corte y soportes hidráulicos en minería
Diente de Corte (Pick / Minería)
1 caso
▼


Minería · Diente de Corte
Recuperación de Diente de Corte
Recuperación de la zona de desgaste del diente de corte mediante cladding láser con aleación de carburo duro.
Restauración de dimensiones originales con mejora simultánea de la resistencia al desgaste,
extendiendo la vida útil del componente.
Carburo duro
Alta dureza
Vida útil extendida

Resultado Final
Diente Recuperado
Diente de corte con recubrimiento de carburo duro terminado. Dimensiones restauradas y listo para retornar a operación minera.
Soporte Hidráulico de Mina (Hydraulic Prop)
1 caso
▼

Minería · Soporte Hidráulico
Recuperación de Soporte Hidráulico de Mina
Recuperación de la superficie dañada del soporte hidráulico mediante cladding láser,
en reemplazo del proceso de galvanizado convencional.
Elimina los riesgos de contaminación ambiental del galvanizado.
El recubrimiento de cladding láser extiende la vida útil del componente más del doble.
Reemplaza galvanizado
Ecológico
Vida útil > 2×

Resultado Final
Soporte Recuperado — En Servicio
Superficie del soporte hidráulico completamente restaurada. Sin riesgo de corrosión galvánica. Superior resistencia mecánica versus galvanizado.
Fabricación y Recuperación de Moldes
Restauración de moldes de inyección, fundición y estampado
Molde de Inyección — Acero P20 / 718
1 caso
▼
▶ Video
Moldes · Inyección · Proceso
Proceso de Recuperación del Molde de Inyección
Restauración localizada de la zona de desgaste del molde de inyección de plástico (acero 718).
Se utilizan materiales iguales o similares al sustrato para recuperar geometría y rendimiento.
También se puede aplicar material de mayor dureza en zonas de alto desgaste para prolongar la vida útil del molde.
Acero 718
Restauración geométrica
Alta dureza opcional

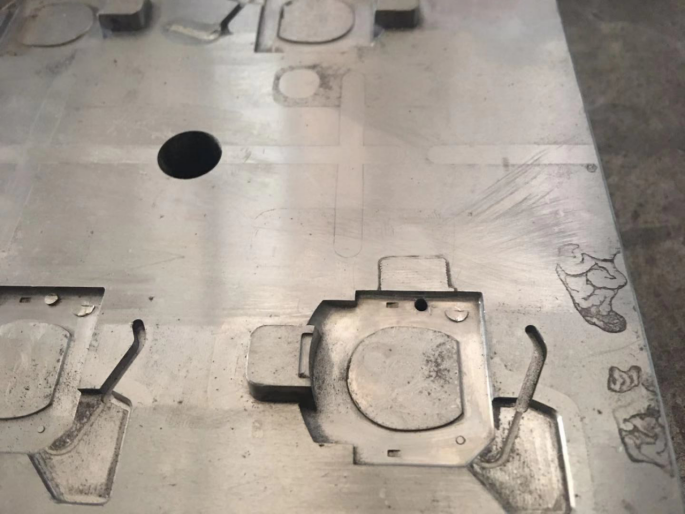
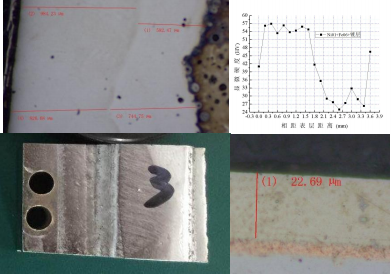
Antes y Después — Cladding + Mecanizado
Resultado Final del Molde
Izquierda: superficie post-cladding. Derecha: superficie final tras mecanizado de precisión. Molde listo para producción.

Resultado
Molde Recuperado
Molde de inyección con zona reparada mediante cladding láser y mecanizado final de alta precisión.
Molde de Fundición — Hierro Fundido Nodular
1 caso
▼

Moldes · Hierro Fundido · Proceso
Recuperación de Molde de Hierro Fundido Nodular
Templado y recuperación de molde de hierro fundido nodular — objetivo HRC 50.
El material presenta alta tendencia al agrietamiento; mediante diseño especial de materiales
se reduce la probabilidad de fisuras durante el proceso. Profundidad de templado alcanzable: 1 mm.
Espesor de cladding: > 1 mm.
HRC 50
Control anti-fisura
Profundidad > 1mm
Resultado Final
Molde Recuperado — HRC 50
Superficie del molde de hierro fundido recuperada con control riguroso del proceso para evitar fisuración. Propiedades mecánicas restauradas.
Molde de Estampado — Acero Cr12
1 caso
▼

Moldes · Estampado · Daño inicial
Molde de Estampado Cr12 Fisurado
Zona de fractura en molde de estampado de acero Cr12. La rotura limita la producción y exige reparación urgente.
▶ Video
Moldes · Estampado · Proceso
Proceso de Recuperación del Molde Cr12
Recuperación de la zona dañada del molde de estampado (acero Cr12) con material de alta resistencia.
Restauración de geometría y rendimiento del molde. Refuerzo de zonas de alta solicitud
para prolongar la vida útil.
Acero Cr12
Alta resistencia
Resultado — Cladding + Mecanizado
Molde Recuperado y Mecanizado
Izquierda: post-cladding. Derecha: post-mecanizado de precisión. Molde Cr12 restaurado y listo para retornar a la línea de estampado.
✕
![]()